При монтаже или ремонте трубопроводов, нагревательных или охлаждающих приборов может потребоваться выполнение соединений медных трубок между собой или с другими элементами конструкции. Для создания прочного соединения приходится прибегать к развальцовке – расширению края трубы и придания ему формы раструба, позволяющего соединить элементы конструкции без потерь пропускной способности.
Суть процесса
Трубы в теплогенерирующих и теплообменных агрегатах обычно имеют малый диаметр. Поэтому при сваривании таких трубок встык образовавшийся внутри грат существенно уменьшает пропускную способность узла, нарушая работоспособность трубопровода.
Использование фасонных элементов, вставляемых в соединяемые трубы, приводит к тому же результату – внутреннее сечение уменьшается.

Если же перед соединением конец трубы расширить, а затем надеть ее на другую трубу, фитинг или патрубок подключаемого прибора, потери пропускной способности удается избежать.
Обратите внимание! Развальцовка, разбортовка или вальцевание – это расширение одного или обоих торцов трубы и изменение формы края. Такое формование позволяет изготовить на конце прямой медной трубки раструб нужной формы, необходимый для ее соединения с другими элементами конструкции.
Суть процесса в том, что тонкий слой металла под воздействием механической нагрузки размягчается и постепенно принимает нужную форму. При этом увеличивается площадь поверхности и уменьшается толщина стенок кромки трубы.
Вальцевать можно трубу из любого материала, однако в большинстве случаев это технически сложно и не оправдывает трудозатрат, так как всегда можно купить или готовые раструбные изделия или необходимые соединительные элементы.
В домашних условиях развальцовывают в основном именно медные трубки, которые относительно легко поддаются деформации из-за мягкости и эластичности меди.
Технология и этапы развальцовки
Медные трубки соединяют между собой или с другими элементами трубной конструкции при помощи сварки или муфты.
В зависимости от способа соединения (фитингового или сварного) различается технология предварительной подготовки края трубы.
- Для выполнения сварного узла выполняют раздачу торца трубы – расширяют отверстие до тех пор, пока его внутренний диаметр не станет больше внешнего диаметра присоединяемой детали на 0,1-0,2 мм. Зазор между соединяемыми элементами в процессе спаивания будет заполнен припоем, который обеспечит прочность и герметичность узла.
- Для фитингового соединения деталей отверстие медной трубки не просто расширяют до нужного размера, а подготавливают на конце фаску нужной формы, обычно под углом 45⁰. Таким образом увеличивают площадь контакта, благодаря чему обеспечивается надежность узла. Помогает в этом и природная пластичность меди – при обжатии места соединения фитингом размягченный металл плотно обхватывает присоединенную к трубе деталь и заполняет все зазоры.

Независимо от задачи развальцовки, этапы процесса одинаковы:
- Отрезают трубу строго перпендикулярно, зачищают края и внешнюю поверхность вблизи среза, а если труба была деформирована при отрезании, например, сплющилась, восстанавливают круглую форму ее сечения. Даже частичное невыполнение этого этапа может привести к тому, что в итоге соединение не будет надежным и легко разгерметизируется.
- Фиксируют трубу в матрице развальцовочного инструмента или тисках так, чтобы оставить свободными примерно 5-6 мм трубки. Если узел будет выполняться фитинговым способом, сначала на трубу надевают обжимную гайку и только после этого фиксируют трубу в держателе. Надеть обжимную гайку на развальцованную трубу проблематично.
- В торец трубы вставляют штамп нужного размера и постепенно вкручивают его внутрь. При этом металл размягчается, растягивается, и кромка трубы принимает коническую форму.
- Убирают расширитель из трубы, освобождают ее из держателя и внимательно осматривают полученный раструб. Если по краю обнаружены заусенцы, их зачищают.
Это важно! Если раструб имеет трещины, его кромки не параллельны друг другу или перекошены относительно оси трубы, необходимо отрезать весь развальцованный край и повторить процесс разбортовки сначала.
Инструменты
Увеличить диаметр мягкой и эластичной медной трубы можно и вручную, просто натягивая ее на коническую болванку подходящего размера.
Однако таким кустарным способом получить раструб с правильной геометрией очень сложно. Стенки могут иметь неоднородную толщину, из-за чего более тонкие растянутся слишком сильно, а толстые не растянутся совсем. Усилие, прилагаемое человеком, также неравномерно, поэтому возможно искривление трубы во время работы и перекос болванки, вследствие чего раструб получится асимметричным и перекошенным.
Чтобы сделать разбортовку аккуратно и сформировать из кромки трубы раструб нужной формы, способный обеспечить в дальнейшем надежное соединение элементов конструкции, используют различные инструменты.
Экспандер
Это ручной механизм, в котором развальцовка производится простым применением силы, так же как и при использовании конической болванки. Экспандер состоит из двух ручек и расширителя – раздвижного конического элемента, который вставляется в трубу. При воздействии на рычаги части расширителя расходятся в разные стороны, растягивая трубу.
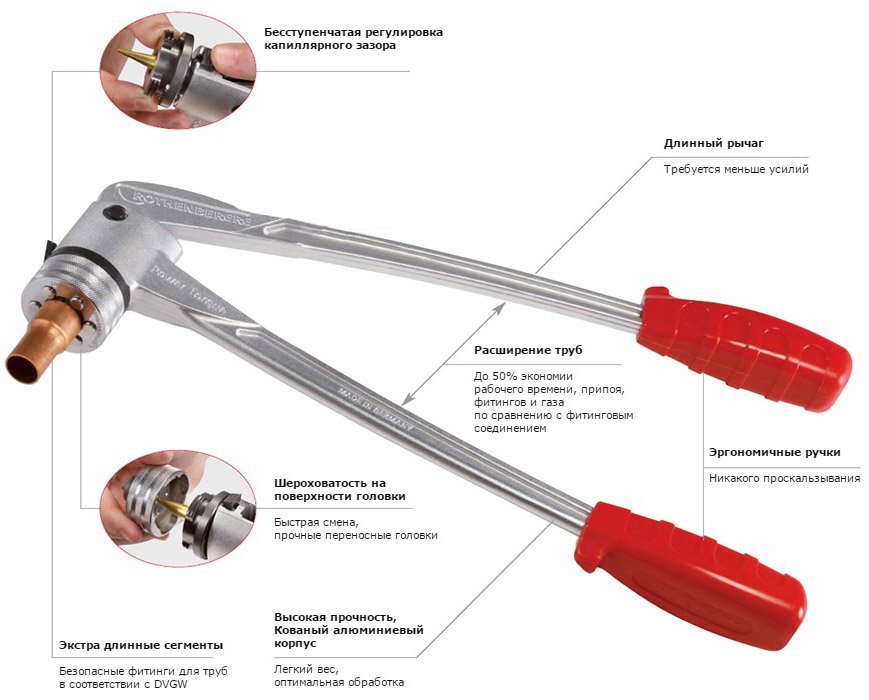
Экспандер недорог и позволяет выполнить работу быстро и без особых трудозатрат. Однако получить качественный результат при помощи этого инструмента трудно. Стенки растягиваются неравномерно, более тонкие участки могут разорваться.
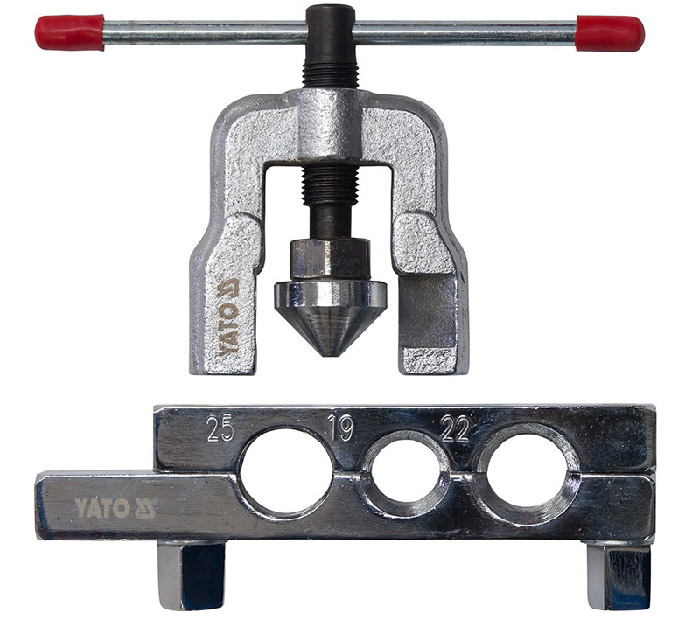
Конусный развальцовщик
Это небольшой набор из двух инструментов: матрицы и собственно развальцовщика.
Матрица – это тиски с несколькими цилиндрическими отверстиями, расширенными сверху до 45⁰. Размеры отверстий соответствуют стандартным диаметрам труб.
Развальцовщик состоит из:
- корпуса с направляющими,
- конусного расширителя,
- управляющего механизма,
- силового винта.
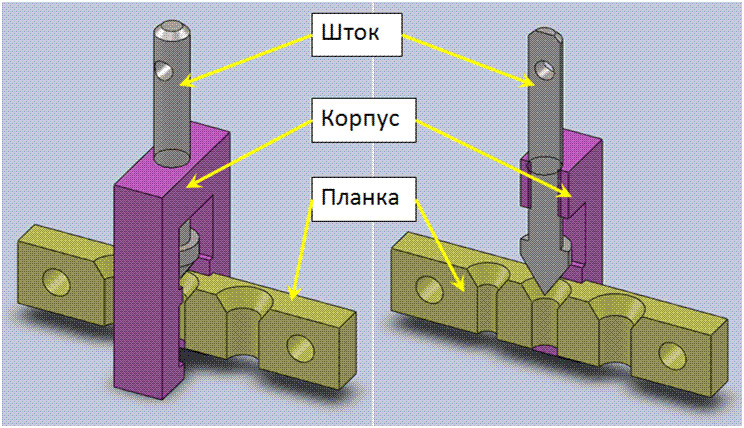
При вращении силового винта, приводящего в действие управляющий механизм, расширитель постепенно ввинчивается в кромку трубы, расширяя ее. Направляющие обеспечивают неизменность взаимного расположения трубы и расширителя, благодаря чему не возникает перекосов и получается ровный и аккуратный раструб.
Механический развальцовщик
Этот инструмент схож с предыдущим, но его рабочим органом является не конус, а набор вальцов. Вальцы не растягивают, а раскатывают стенки трубы, расширяя ее равномерно и постепенно, благодаря чему металл имеет одинаковую толщину на всей развальцованной поверхности, а раструб получается аккуратным и симметричным.
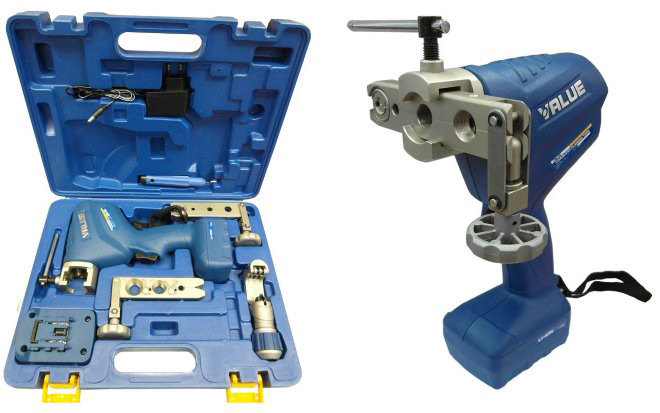
Развальцовщик с электроприводом
Такой вальцовочный аппарат в дополнение к механическому развальцовщику имеет электропривод, благодаря чему работы по расширению труб выполняются быстрее и с меньшими трудозатратами.
Рекомендации по выполнению развальцовки
Самостоятельная разбортовка медных трубок – легкая задача только при наличии практического опыта. При этом от качества развальцовки зависит герметичность и надежность выполняемых соединений.
Поэтому перед монтажом медного трубопровода, установкой или ремонтом теплогенерирующих приборов лучше попрактиковаться на трубах разного диаметра.
Обратите внимание! Выбирая инструмент для развальцовки, следует оценить его необходимость и рациональность покупки.
Для специалиста, профессионально занимающегося ремонтом трубопроводов или оборудования, потребуется набор профессиональных инструментов, в который кроме развальцовщика входит риммер для зачистки края трубы, трубогиб и труборез. Для редких ремонтных работ хватит недорогого развальцовщика с минимальным набором насадок.
Рекомендации, которые помогут выполнить развальцовку правильно:
- Перед началом работ тщательно проверяют трубу: на ней не должно быть заусенцев и мусора, край и стенки должны быть ровными и не иметь искривлений, к развальцовке допускаются только трубы с круглым сечением.
- Во время развальцовки важно следить за тем, чтобы не происходило перекоса расширяющего наконечника относительно трубы. В противном случае раструб будет асимметричным и не сможет обеспечить надежное соединение.
- При расширении трубы вручную, конусную болванку следует вкручивать, а не вдавливать в отверстие. Это поможет распределить усилие и не повредить трубу.
- Разбортовку трубы экспандером лучше выполнять в два-3 этапа. Сначала немного расширить кромку, а затем повернуть расширитель и растягивать трубу до нужного диаметра.
- Устанавливая трубу в матрицу вальцовочного станка, следует выбирать то отверстие, которое точно соответствует диаметру трубы.
- Внешнюю поверхность трубки перед развальцовкой обрабатывают абразивной губкой, чтобы очистить от пыли и мусора и обеспечить надежную фиксацию в держателе. Если этого не сделать, трубка будет проскальзывать в матрице, мешая процессу развальцовки.






Как женщина, я считаю, что выполнение развальцовки или разбортовки медных трубок своими руками — это отличный способ не только сэкономить, но и получить удовольствие от творческого процесса. Я всегда любила заниматься различными проектами по дому, и недавно попробовала сделать это сама. Главное — быть внимательным и следовать инструкциям. Убедитесь, что у вас есть все необходимые инструменты, и не бойтесь экспериментировать. Такой навык будет полезен не только в ремонте, но и в создании уникальных предметов для интерьера!