Полиэтиленовые трубы – легкий и комфортный материал для прокладки коммуникационных систем. Для того чтобы конструкция был надежной, необходимо использовать специализированное оборудование – аппарат для сварки труб из полиэтилена. Прежде чем приобрести устройство, нужно определиться с нужной моделью и способами проведения работ.
Выбор оборудования для пайки трубопроводных систем зависит от особенностей планируемых работ и способа соединения труб.
Назад к оглавлению
Способы соединения полиэтиленовых труб и их особенности
Существует несколько способов сварки ПНД труб, которые отличаются технологическими особенностями, применением различной аппаратуры и инструментов. Самыми востребованными методиками являются:
- сварка встык;
- электромуфтовый способ пайки;
- сварка враструб.
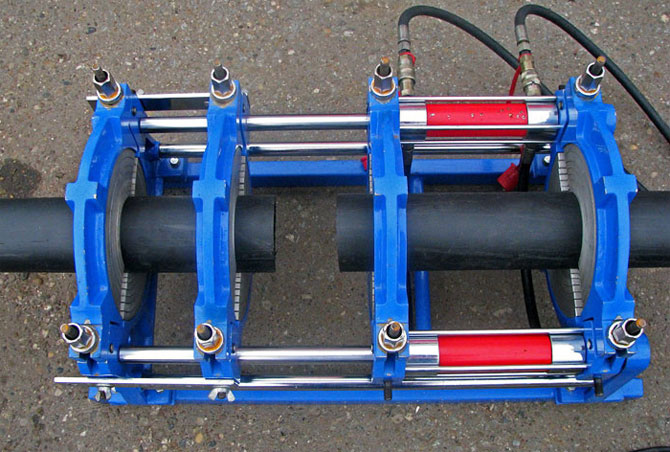
Стыковой метод
Востребованность стыкового метода сварки обусловлена дешевизной работ, низкой стоимостью приборов и широким диапазоном диаметров труб, которые можно соединить (5 -1200 мм).
Поэтапно технология выглядит так:
- Подготовительные манипуляции. Нарезание труб необходимой величины, снятие фасок (скошенных краев трубы, которые препятствуют ровному соединению).
- Выбор подходящих насадок и их монтаж в агрегат для пайки.
- Разогрев прибора до оптимальной температуры.
- Размещение окончаний труб на насадках и прогрев до необходимой температуры.
- Одномоментное снятие срезов и их соединение между собой. Важно проследить за ровным соединением срезов и их фиксацией до застывания материала.
При качественно проведенных манипуляциях на выходе получится герметичное соединение пластика без каких-либо дефектов.
При проведении крупномасштабных работ по монтажу трубопроводов необходимо заранее подготовиться и купить винтовой компрессор.
Сварка враструб
Технология сварки враструб менее распространена, чем сварка встык, но также надежна.
В процессе пайки срезы труб соединяют посредством пластиковых муфт — соединительных элементов трубопровода, которые необходимы для укрепления участков стыков и облегчения процесса сборки конструкции.
Сварка враструб подходит для внутренних работ по обустройству коммуникационных систем.
Электромуфтовый способ
Данный метод сварки подразумевает применение специализированного оборудования – электрической муфты (аппарата для сварки ПНД труб с применением муфт и закладного нагревательного элемента).
Процесс выглядит следующим образом: электрическая муфта надевается на оба среза, которые необходимо скрепить, подключается к аппарату для сварки и нагревается, затем образовавшийся на стыке шов остывает.
Сварочные аппараты и их разновидности
По характеристикам все приборы данного назначения делятся на два класса:
- Устройства для сварочных работ с полиэтиленовыми трубами встык либо в раструб.
- Агрегаты для пайки с помощью электромуфты.
Обе разновидности состоят из трех частей:
- Трансформаторный блок — обеспечивает подачу электричества.
- Модуль мощности — контролирует поток напряжения во время плавки частей труб.
- Узел регулировки температурного режима — определяет нужную температуру плавления и поддерживает ее на требуемом уровне.
Аппараты для стыковой пайки
Наиболее востребованными являются сварочные аппараты для стыковой пайки полиэтиленовых труб. По типу оснащенности такие приборы присутствуют в нескольких вариантах.
Сварочное зеркало ручного типа
Элемент накаливания этой модели – зеркало. Все манипуляции от соединения срезов до фиксации труб в нужном положении производят ручным способом.

Поскольку сварка этим оборудованием осуществляется вручную, гарантировать ровный, качественный шов нельзя. Поэтому сварку ручным зеркалом применяют в монтаже канализационных систем и других закрытых местах, где эстетика не особенно важна.
Сварочное устройство для труб ПНД (полиэтиленовые трубы низкого давления)
Такой вид устройства оснащен станиной, к которой крепятся нагреватель, торцеватель, центратор с фиксирующими элементами и привод.
Привод для устройств пайки ПНД труб бывает механический, когда работу агрегата обеспечивают прилагаемые усилия монтера, который управляет винтом или рычагом и гидравлический.
Если первый тип не подходит для пайки труб диаметр которых превышает 160 мм, то второй предназначен для пайки частей трубопровода свыше 160 мм.
Элемент накаливания в таких приборах – головка с насадками типа дорна и гильзы. Дорн осуществляет плавку изнутри трубы, а гильза расплавляет область снаружи. Насадки заблаговременно прокаливают до оптимальной температуры, затем на них надевают трубу и соединительную муфту.
После нагревания срезов, муфту и трубу соединяют и держат под давлением до полного остывания. Эта деталь дает возможность скрепления труб различных диаметров (от 4 до 200 мм).
Приборы на основе гидравлики делятся на три вида, и классифицируются по уровню автоматизации:
- Гидравлика ручного типа. Такой агрегат используют для устройства трубопроводных коммуникаций со средним и низким уровнем давления. Этапы управления и регулировка температурных режимов осуществляется вручную. Параметры плавки определяют по специальной сварочной таблице.
- Гидравлика полуавтоматического типа. Используется в соединении заготовок большого и среднего диаметра. В комплектацию входит электронный блок с функцией фиксирования температурного режима и определения давления масла в механизме привода. Сверив полученную информацию, устройство выводит ее на экран. По завершении работы выдает протокол.
Обратите внимание! В комплектацию некоторых агрегатов полуавтоматического типа не входит блок протоколирования. Его можно установить самостоятельно.
- Гидравлика автоматического типа. Обеспечивает полную автоматизацию процесса сварки без участия оператора. Управление осуществляется электронным модулем, после того, как будут заданы необходимые параметры. Аппарат самостоятельно определяет нужный температурный режим, с учетом показателей окружающей среды. По завершении работы выдает протокол с обозначением важных параметров. Автоматический способ сварки трубопровода гарантирует отсутствие дефектов шва и высокий уровень герметичности. Приборы такого типа применяют в постройке нефте- и газопроводов, где присутствует высокое давление.
Пайка с помощью электромуфты
Электромуфта, представляет собой фитинг с нагревателем закладного типа. Нагрев срезов труб обеспечивает спираль муфты находящейся под током. Соединение труб осуществляют путем надевания муфты на концы обеих труб.

К преимуществам сварки электромуфтой относят:
- Возможность соединения скрученных в бухты труб из термопластика большой протяженности.
- Применение на труднодоступных участках коммуникационных систем.
- Возможность использования в различных температурах (от -20 до +50).
Электрооборудование для сварки с помощью фитингов бывает двух видов:
- С ручным управлением. Сварщик самостоятельно вводит нужные параметры напряжения и время воздействия.
- Автоматизированные. Данная модель оснащена сканером для считывания штрих кодов электромуфты, что позволяет задать необходимые параметры сварки и сохранить информацию о процедуре на флеш-карте.
Особенности аппаратов для электромуфтовой сварки
Сварочные приспособления этой группы характеризуются экономичностью в плане энергопотребления и легковесностью.
Типичные различия между товарами данной линейки:
- Разновидность и величина фитингов. Разновидность муфты обусловлена расположением нагревателя (спирали), которая бывает открытого или закрытого типа. Фитинги большого диаметра используют в совокупности с обжимными деталями.
- Процесс контроля за ходом работ. Поверхность муфты содержит штриховой код с ее характеристиками. Вмонтированный в устройство сканер, считывает информацию и передает ее в микропроцессор автоматически или путем ручного ввода, после чего агрегат определяет нужным режим работы. Основные параметры процесса выводятся на дисплей (продолжительность сварки, температурный режим, уровень напряжения, сила тока).
Аппараты с электромуфтой дорогостоящие, однако, имеют преимущества:
- они просты в эксплуатации;
- их можно применять в экстремальных условиях и труднодоступных местах.






Как женщина, хочу отметить, что выбор аппарата для сварки полиэтиленовых труб — дело ответственное. Надежный и качественный инструмент не только облегчает работу, но и гарантирует прочность и долговечность соединений. Важно обратить внимание на мощность, функциональность и удобство использования аппарата, чтобы обеспечить эффективную сварку даже в сложных условиях.
Как мужчина, хочу отметить, что при выборе аппарата для сварки полиэтиленовых труб важно обращать внимание не только на мощность и функционал, но и на надежность производителя. Хороший аппарат обеспечивает равномерный нагрев и позволяет добиться прочного и долговечного соединения труб. Рекомендую выбирать проверенные модели с удобным управлением и возможностью регулировки температуры – это существенно облегчает работу и гарантирует качество сварки.
Как мужчина, хочу отметить, что при выборе аппарата для сварки полиэтиленовых труб важно обратить внимание на надежность и простоту в эксплуатации. Хороший сварочный аппарат позволит добиться прочного соединения, что особенно важно для долговечности трубопровода. Рекомендую выбрать модели с регулируемой температурой и автоматическим контролем процесса сварки — это значительно облегчает работу и снижает риск ошибок.